А гідраўлічны шланг з'яўляецца распаўсюджаным гідраўлічным кампанентам, які ў асноўным выкарыстоўваецца ў прамысловасці і машынабудаванні. У гідраўлічнай сістэме шланг падвяргаецца высокаму ціску і высокай тэмпературы, таму для забеспячэння яго бяспекі і надзейнасці неабходна выкарыстоўваць высакаякасную сыравіну і тонкія вытворчыя працэсы. Далей давайце разгледзім сыравіну, як вырабляюцца шлангі і працэс вытворчасці гідраўлічных шлангаў.
Сыравіна для вырабу гідраўлічных рукавоў
-
Гума:
Звычайна выкарыстоўваюцца тыпы гумы: неапрэнавы каўчук (NBR), бутылавы каўчук (BR), натуральны каўчук (NR) і бутадыен-стырольны каўчук (SBR).
-
Сталёвы дрот:
Звычайна выкарыстоўваныя матэрыялы для сталёвага дроту ўключаюць сталёвы дрот з высокім утрыманнем вугляроду, дрот з нізкавугляродзістай сталі, дрот з нержавеючай сталі і г.д.
-
Тэкстыль:
Часта выкарыстоўваюцца тэкстыльныя вырабы ўключаюць баваўняную пражу, нейлон, поліэстэр і г.д.
-
Іншыя дабаўкі:
такія як вулканізатары, антыаксіданты, кансерванты, матыруючым рэчывы і г.д.


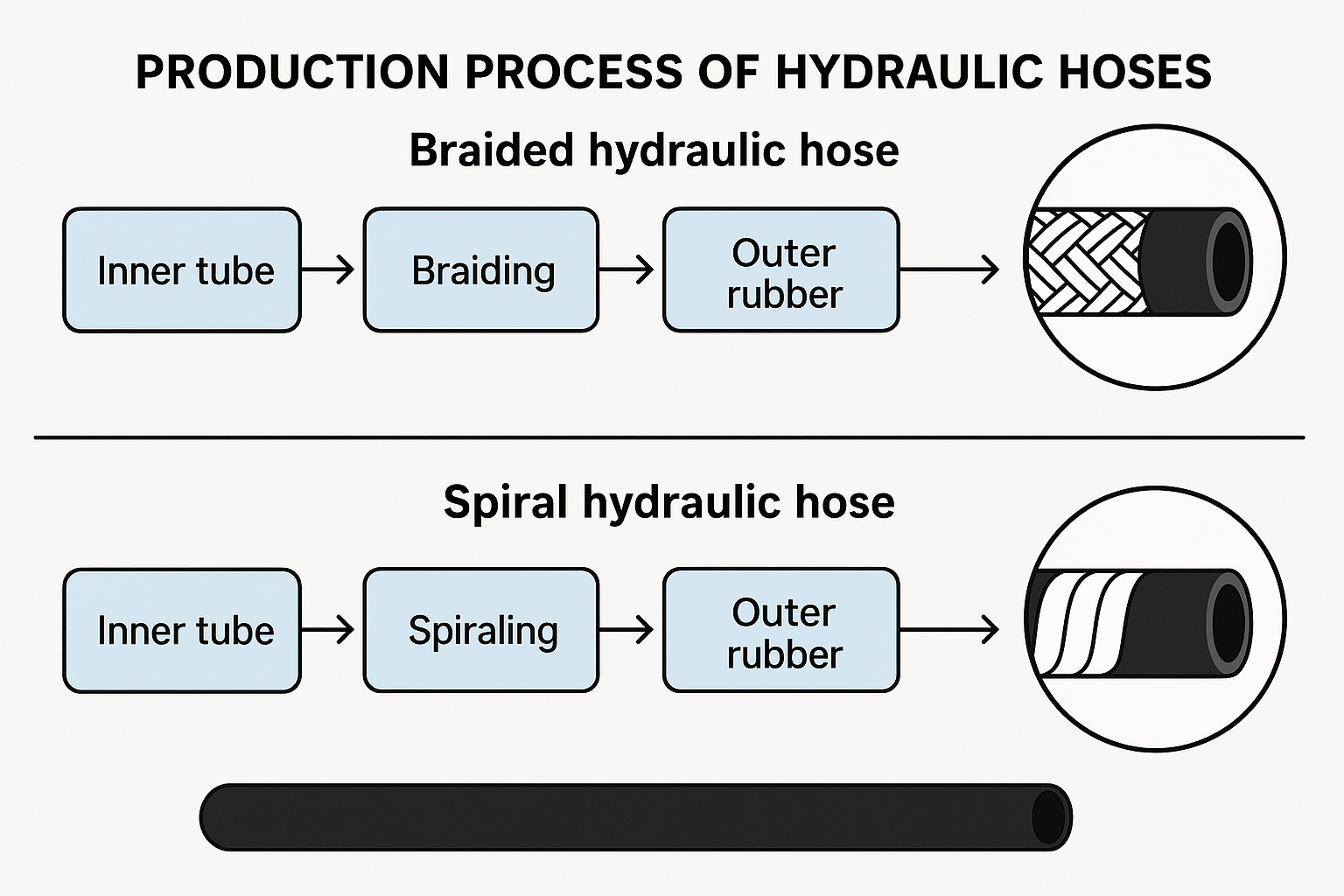
Вытворчы працэс вырабу гідраўлічных шлангаў - Як вырабляюцца шлангі
-
гумавая сумесь
Спачатку каўчук і іншыя дадаткі змешваюцца ў пэўных прапорцыях, утвараючы гумовую сумесь.
-
Падрыхтоўка гумовага стрыжня
Першы крок прадугледжвае падрыхтоўку гумовага стрыжня, які з'яўляецца самым унутраным пластом гідраўлічнага шланга. Ён вырабляецца шляхам змешвання сырога гумовага матэрыялу з іншымі дадаткамі для дасягнення патрэбных уласцівасцяў.
-
Вулканізацыя гумовага стрыжня:
Пасля падрыхтоўкі гумовага стрыжня яго вулканізуюць, каб павялічыць яго трываласць і даўгавечнасць.
-
зліццё сталёвага дроту
Пры вырабе армаванага сталёвым дротам шланга сталёвы дрот неабходна абматаць вакол гумовага корпуса. Для таго, каб сталёвы дрот і гума былі шчыльна злучаныя, сталёвы дрот неабходна папярэдне апрацаваць, напрыклад, апрацаваць паверхню, фасфатаваць і г.д.
-
Экструзія гумовай трубкі
Пакладзеце армавальны пласт на ўнутраную гумовую трубку і пастаўце яе ў экструдар для экструзіі, каб сфармаваць унутраную гумовую трубку.
-
Экструзія сярэдняга пласта пад ціскам:
Сярэдні пласт гумы націскаецца на ўнутраную трубку, каб забяспечыць дадатковую трываласць і ўстойлівасць шлангу.
-
Злучэнне арматуры
Пласт сталёвага дроту або тэкстылю накручваецца вакол трубы, каб утварыць арматуру.
-
Плётанае або спіральнае армаванне
Пласт сталёвага дроту або тэкстылю аплятаецца або намотваецца вакол трубы, каб утварыць прамежкавае ўмацаванне
-
Экструзія вонкавага гумовага шланга
Змесціце армавальны пласт і ўнутраную гумовую трубку ў экструдар, а затым выцісніце пласт гумовай сумесі, каб сфармаваць вонкавую гумовую трубку.
-
вечка шланга і лінія пракладкі
Знешні пласт шланга можна апрацоўваць па-рознаму ў залежнасці ад патрэбаў, а звычайнымі метадамі з'яўляюцца абкручванне тканінай і пластыкавае пакрыццё.
-
вулканізацыя шлангаў
Пакладзеце шланг у печ для вулканізацыі. У працэсе вулканізацыі гідраўлічныя шлангі падвяргаюцца ўздзеянню высокіх тэмператур і ціску, якія шчыльна злучаюць трубку, аплётку і вечка, утвараючы суцэльную канструкцыю шланга.
-
Выдаленне стрыжня апраўкі:
Пасля завяршэння працэсу вулканізацыі гумовы стрыжань выдаляецца з унутранай трубкі.
-
Выдаленне поліэтыленавай плёнкі або прамыванне вадой:
Поліэтыленавую плёнку здымаюць або шланг промывают вадой, каб выдаліць пакінутыя рэшткі.
-
Кантроль якасці
Правядзіце праверку якасці вырабленых гідраўлічных шлангаў, уключаючы візуальны агляд, праверку дакладнасці памераў, выпрабаванне на разрыў пад ціскам, выпрабаванне на выгіб, выпрабаванне на скручванне на сціск і іншыя паказчыкі, каб пераканацца, што яны адпавядаюць адпаведным стандартам і патрабаванням.
-
Захоўванне
У заключэнне, гатовы гідраўлічны шланг захоўваецца ў прыдатным асяроддзі, каб захаваць яго якасць і цэласнасць, пакуль ён не будзе гатовы да выкарыстання.
Вышэй прыведзена кароткае ўвядзенне ў працэс вытворчасці і сыравіну гідраўлічных шлангаў. Гідраўлічныя шлангі шырока выкарыстоўваюцца ў розным механічным абсталяванні, і іх якасць напрамую залежыць ад прадукцыйнасці і тэрміну службы механічнага абсталявання. Такім чынам, адпаведныя стандарты і спецыфікацыі павінны строга выконвацца ў працэсе вытворчасці, каб гарантаваць якасць і надзейнасць гідраўлічных шлангаў.
Выраб гідраўлічных шлангаў
Наш сэрвісны цэнтр на заводзе абсталяваны для вырабу, рэзкі, зборкі, абціскання, выпрабаванняў і маркіроўкі практычна любога тыпу, колькасці або даўжыні шлангаў, якія вам патрэбныя.
Мы прапануем:
-
Гідраўлічныя шлангі і фітынгі маркі Sinopulse
-
Паветраныя шлангі і аксэсуары маркі Sinopulse
-
Шлангі на заказ з вашым уласным лагатыпам і брэндынгам
Мы прапануем абсталяванне і паслугі па абцісканні паветраных шлангаў нізкага ціску і гідраўлічных шлангаў высокага ціску дыяметрам ад 1/4 цалі да 2 цаляў.
Пры неабходнасці на сабраныя шлангі можна нанесці карыстальніцкія літары або нумары дэталяў.
Дзякуючы хуткаму вытворчасці і тэрмінам выканання, мы можам задаволіць вашы патрабаванні — незалежна ад таго, патрэбен вам толькі адзін шланг ці 10 000.
Каб павысіць бяспеку эксплуатацыі, мы таксама прапануем выпрабаванні пад ціскам зборных шлангаў у дыяпазоне ад 0 да 5000 PSI.
У Sinopulse мы імкнемся забяспечваць сваіх кліентаў высакаякаснымі гідраўлічнымі шлангамі і аказваць ім экспертную тэхнічную падтрымку. Калі ў вас ёсць якія-небудзь пытанні аб гідраўлічных шлангах або вам патрэбна дапамога ў выбары падыходнага для вашага прымянення, калі ласка, не саромейцеся звяртацца да нас.
