A гидравлический шланг Шланг – распространённый гидравлический компонент, используемый преимущественно в промышленности и машиностроении. В гидравлических системах шланг подвергается воздействию высокого давления и температуры, поэтому для обеспечения его безопасности и надёжности необходимо использовать высококачественное сырье и точные производственные процессы. Далее мы рассмотрим, что такое сырье. как изготавливаются шланги и процесс производства гидравлических шлангов.
Сырье для изготовления гидравлических шлангов
-
Резина:
Обычно используемые типы каучука: неопреновый каучук (NBR), бутилкаучук (BR), натуральный каучук (NR) и стирол-бутадиеновый каучук (SBR).
-
Стальная проволока:
Обычно используемые материалы стальной проволоки включают проволоку из высокоуглеродистой стали, проволоку из низкоуглеродистой стали, проволоку из нержавеющей стали и т. Д.
-
Текстиль:
Обычно используемые ткани включают хлопчатобумажную пряжу, нейлон, полиэстер и т. Д.
-
Другие добавки:
такие как вулканизирующие агенты, антиоксиданты, консерванты, матирующие агенты и т. д.


Производственный процесс изготовления гидравлического шланга - Как изготавливаются шланги
-
резиновая смесь
Во-первых, каучук и другие добавки смешиваются вместе в определенных пропорциях, образуя резиновую смесь.
-
Подготовка резинового сердечника
Первый шаг включает в себя подготовку резинового сердечника, который является самым внутренним слоем гидравлического шланга. Его изготавливают путем смешивания сырого каучукового материала с другими добавками для достижения желаемых свойств.
-
Вулканизация резинового сердечника:
После подготовки резинового сердечника его вулканизируют для повышения его прочности и долговечности.
-
слияние стальной проволоки
При изготовлении шланга, армированного стальной проволокой, необходимо обернуть стальную проволоку вокруг резинового корпуса. Чтобы стальная проволока и резина были прочно соединены, стальная проволока должна быть предварительно обработана, например, поверхностной обработкой, фосфатированием и т. д.
-
Экструзия резиновой трубки
Нанесите армирующий слой на внутреннюю резиновую трубку и поместите его в экструдер для выдавливания, чтобы сформировать внутреннюю резиновую трубку.
-
Экструзия под давлением среднего слоя:
Средний слой резины напрессован на внутреннюю трубку, чтобы обеспечить дополнительную прочность и сопротивление шлангу.
-
Арматурное соединение
Вокруг трубы наматывается слой стальной проволоки или текстиля, образующий армирование.
-
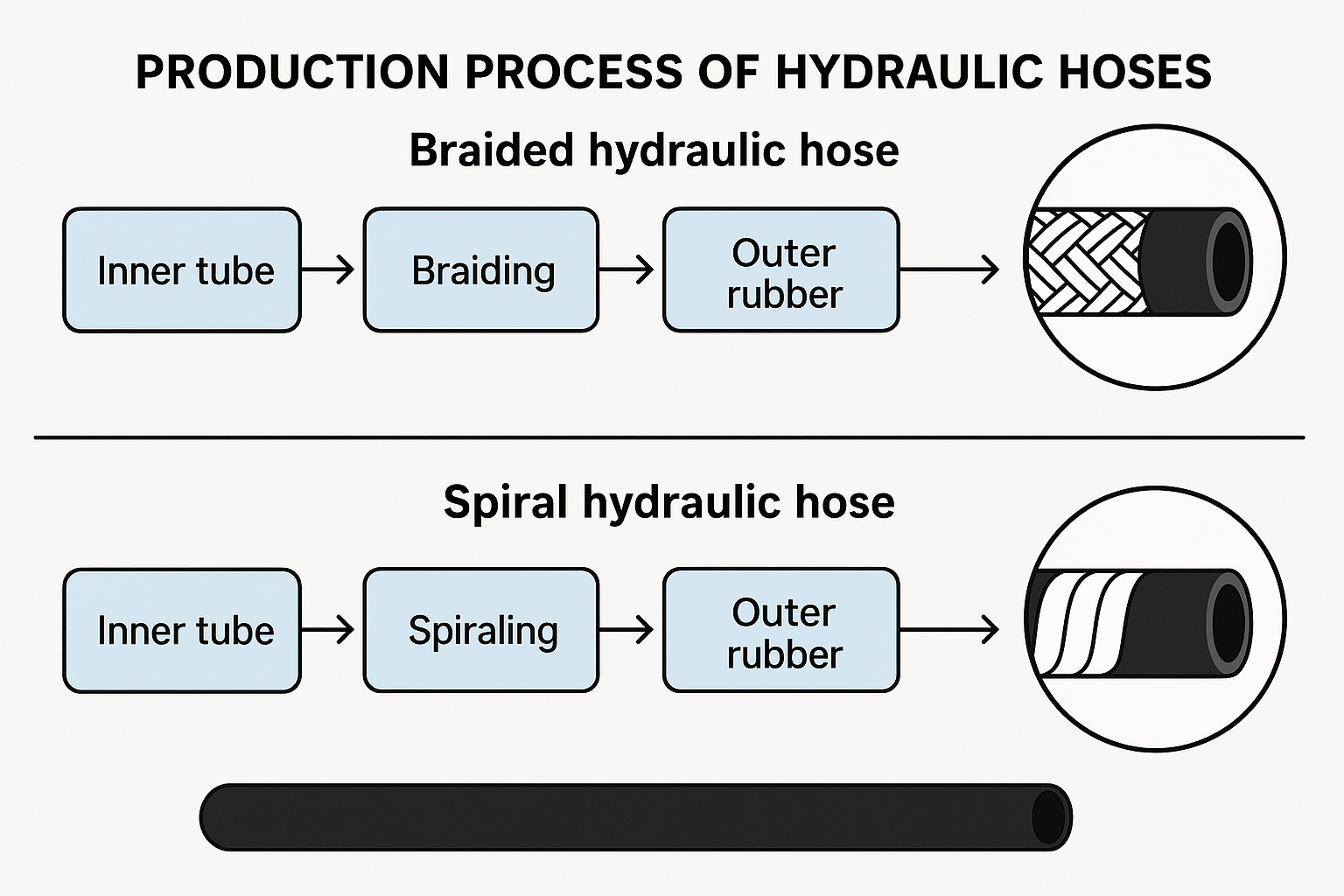
Плетеное или спиральное армирование
Слой стальной проволоки или текстиля оплетается или наматывается на трубу, образуя промежуточное армирование.
-
Экструзия внешнего резинового шланга
Поместите армирующий слой и внутреннюю резиновую трубку в экструдер, а затем выдавите слой резиновой смеси, чтобы сформировать внешнюю резиновую трубку.
-
крышка шланга и лейлайн
Внешний слой шланга можно обрабатывать по-разному в зависимости от потребностей, и распространенными методами являются обертывание тканью и пластиковое покрытие.
-
вулканизация шланга
Поместите шланг в вулканизационную печь для вулканизации. В процессе вулканизации гидравлические шланги подвергаются воздействию высоких температур и давлений, которые плотно соединяют трубку, оплетку и покрытие, образуя цельную конструкцию шланга.
-
Удаление сердечника оправки:
После завершения процесса вулканизации резиновый сердечник удаляется из внутренней трубки.
-
Удаление пластиковой пленки или промывка водой:
Пластиковую пленку удаляют или шланг промывают водой, чтобы удалить все остатки.
-
Проверка качества
Проведите проверку качества изготовленных гидравлических шлангов, включая визуальный осмотр, проверку точности размеров, испытание на разрыв под давлением, испытание на изгиб, испытание на сжатие и кручение и другие показатели, чтобы убедиться, что они соответствуют соответствующим стандартам и требованиям.
-
Хранилище
В заключение, готовый гидравлический шланг хранится в подходящей среде для сохранения его качества и целостности до тех пор, пока он не будет готов к использованию.
Вышеизложенное представляет собой краткое введение в производственный процесс и сырье для гидравлических шлангов. Гидравлические шланги широко используются в различном механическом оборудовании, и их качество напрямую связано с производительностью и сроком службы механического оборудования. Поэтому в процессе производства необходимо строго соблюдать соответствующие стандарты и спецификации, чтобы обеспечить качество и надежность гидравлических шлангов.
Изготовление гидравлических шлангов
Наш заводской сервисный центр оснащен всем необходимым для изготовления, резки, сборки, обжима, испытания и маркировки практически любого типа, количества и длины шланга.
Мы предлагаем:
-
Гидравлические шланги и фитинги марки Sinopulse
-
Воздушные шланги и аксессуары марки Sinopulse
-
Индивидуальные шланги с вашим собственным логотипом и брендингом
Мы поставляем оборудование и услуги по обжиму воздушных шлангов низкого давления и гидравлических шлангов высокого давления диаметром от 1/4 дюйма до 2 дюймов.
При необходимости на собранные шланги можно нанести индивидуальные надписи или номера деталей.
Благодаря быстрому производству и срокам выполнения заказов мы способны удовлетворить ваши потребности — независимо от того, нужен ли вам всего один шланг или 10 000.
Чтобы помочь вам повысить безопасность эксплуатации, мы также предлагаем испытание под давлением готовых шлангов в диапазоне от 0 до 5000 фунтов на кв. дюйм.
В Sinopulse мы стремимся предоставлять высококачественные гидравлические шланги и экспертную техническую поддержку нашим клиентам. Если у вас есть какие-либо вопросы о гидравлических шлангах или вам нужна помощь в выборе подходящего для вашего применения, не стесняйтесь обращаться к нам.
